Specific activated flux has been developed for enhancing the penetration performance of the TIG welding process by over 300% for welding of type 304 LN and type 316LN stainless steels in single pass TIG welding. A significant increase in penetration of up to 10-12 mm in single pass TIG welding is achievable. The significant improvement in penetration was attributed to the reversal of Marangoni flow due to change of coefficient of surface tension from negative to positive. There is no degradation in the microstructure due to A-TIG welding. However improvement in mechanical properties of weld joints is guaranteed.
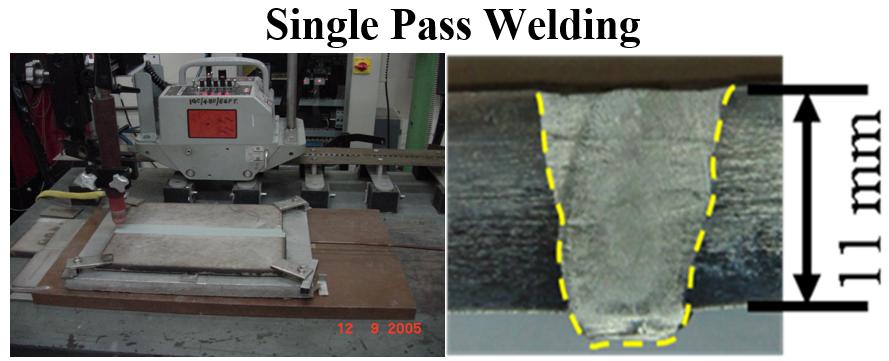
The Tungsten Inert Gas Welding (TIG) process is used in fabrication to achieve full penetration welds in pipes and shell components used in nuclear reactors made of austenitic stainless Steels and duplex stainless steels. The process is also suitable for use in power generation, oil and gas and other industries for single pass welds and the root passes of multiple-pass welds in sheet, plate, pipe, and tubes. Advantages of using the TIG process include high quality welds, precise control of welding parameters and heat input and low equipment costs. The productivity of TIG is limited for some applications because of low deposition rates, shallow penetration limited to 3 mm or variable penetration caused by small variations of trace elements such as sulphur in the base material. IGCAR has developed Activated TIG welding fluxes to overcome the above limitations and also reduce the fabrication cost. These fluxes increase weld penetration by as much as 12 mm in single pass welding and mitigate variable weld penetration in low sulphur containing steels.
More...The principal disadvantages of TIG welding lie in the limited thickness of material which can be welded in a single pass, poor tolerance to some material composition (cast to cast variations) and the low productivity. Weld penetration achievable in single pass TIG welding of stainless steel is limited to 3 mm when using argon as shielding gas. In addition, austenitic stainless steel exhibits variable weld joint penetration during TIG welding due to small differences in chemical composition between heats of material. Variable weld penetration has been observed when welding austenitic stainless steels especially in autogenous TIG welds or the root pass of multiple pass TIG welds. Poor productivity in TIG welding results from a combination of low welding speeds and in thicker material the high number of passes required to fill the joint. Over the years, several strategies have been adopted to improve penetration depth or productivity of the TIG process.
More...Interested parties with Engineering & Scientific knowledge, good financial background and adequate experience of products manufacturing & fabrication with technical capability in the area of interested technology and having or interested in setting –up facilities for production would be preferred.
Send your Technology Transfer Application form duly filled and signed along with a Demand Draft/Bankers cheque of Rs. 500/- (for Indian entities) or US $50/- (for foreign entities) drawn in favour of “Accounts Officer, IGCAR” as application processing fee on following address:
Note:Applications without processing fee as applicable above of Rs. 500/- or US $50/- for each technology will not be considered.
Click here for Technology Transfer Application Form

